www.seveke.de/tauchen -> Basteln
--> präwendische Basteleien --->
0-Ringe und Membranen
 POSEIDON 1972, Ing. Bernd Tröster POSEIDON 1972, Ing. Bernd Tröster
Dieser Beitrag soll keine theoretischen Kenntnisse vermitteln,
sondern die Möglichkeiten des Selbstvulkanisierens von Gummikleinteilen ohne umfangreiche
und komplizierte Technik aufzeigen.
Ausgangsprodukt ist unvulkanisierter Gummi, wie er in Vulkanisierwerkstätten verwendet
wird. Von dort bekommt man auch ohne weiteres kleinere Mengen Plattenmaterial von ein bis
zwei Millimeter Stärke.
Zum Vulkanisieren braucht man dann nur noch eine Form, Wärme und ein Thermometer (etwa
bis 200°C). Es ist nicht notwendig, die Formteile mit einer Heizeinrichtung zu versehen,
eine entsprechend temperierte Umgebung der Form tut es auch. Wenn vorhanden, kann man eine
elektrisch geheizte Backröhre verwenden, oder man baut sich aus Mauersteinen einen
"Heizofen" zusammen, dessen Unterseite, und nach Möglichkeit auch Oberseite,
durch eine Kocherplatte abgedeckt werden.
Die Vulkanisierzeit beträgt je nach Temperatur und Wärmeübergang zur Form etwa 20 bis
40 Minuten.
Das Herstellen von 0-Ringen ist recht unkompliziert, wenn man eine feste Technologie der
Bearbeitung der Formteile einhält. Ausschlaggebend ist das genaue Übereinstimmen der
beiden Ringnuthälften, so daß im 0-Ring kein Absatz zu sehen ist. Die Form des
Schnurquerschnittes wird durch die Drehmeißel bestimmt. Es wäre mühsam, wollte man die
halbkreisförmige Schnittfläche mit den einfachen Bearbeitungsmitteln exakt schleifen.
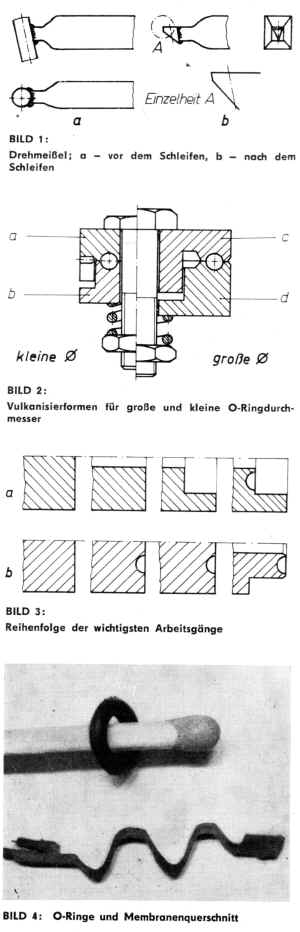
Recht einfach scheint die Lösung, an einen dünn ausgezogenen Vierkant- oder Rundstahl
eine Kugellagerkugel oder ein Stück Federstahldraht (Bild 1) hart anzulöten. Der
Durchmesser ist entsprechend dem vorgegebenen Schnurdurchmesser zu wählen. Die Kugel wird
auf der Oberseite bis zur Hälfte ihres Durchmessers abgeschliffen, den Stahldraht
schleift man nach Bild 1 zu. Das Schleifen sollte sehr vorsichtig geschehen, um die
Rundung der Schnittfläche nicht zu beschädigen. Ein Härten der Schnittflächen ist
nicht nötig, wenn als Formmaterial Aluminium verwendet wird. Im Bild 2 sind Formen für
kleine und große 0-Ring-Durchmesser dargestellt, Bild 3 zeigt schematisch die Reihenfolge
der Bearbeitungsschnitte. Grundsätzlich muß das Formteil mit dem Außenführungsring
(Teil a) bzw. dem Zapfen (Teil c) zuerst hergestellt werden. Nachdem die Nut eingestochen
ist, deren Tiefe genau dem halben Schnurdurchmesser entsprechen muß, wird der
Längssupport zurückgedreht, ohne den Quersupport zu verstellen. Anschließend erfolgt
die Bearbeitung des vorher grob vorgedrehten Teiles b bzw. d, wobei zuerst die Halbrundnut
um einige zehntel Millimeter tiefer eingestochen wird, um ein eventuelles Schlagen der
Planflüche durch anschließendes Nachdrehen ausgleichen zu können. Somit ist
gewährleistet, daß beide Nuten genau übereinander liegen.
Die Reihenfolge der Arbeitsgänge ist Bild 3 zu entnehmen. Weiterhin ist darauf zu achten,
daß die Passung der Führungsteile gut ist. Beide Formteile werden durch eine Feder
zusammengedrückt. Der überschüssige Gummi quetscht sich aus der Ringnut heraus. Je
schmaler die aufeinanderliegenden Stege (etwa 0,3 bis 1 mm) sind, desto dünner wird der
sich zwischen ihnen bildende Gummifilm.
Ist die Form sauber gedreht (scharfe Kanten zwischen Steg und Ringnut), so läßt sich der
Gummifilm ohne Rückstand am 0-Ring abziehen. Die Nahtstelle kann nach Bedarf mit feinem
Schmirgelpapier nachgearbeitet werden (Bild 4 oben).
 |
Membranen für Einschlauchregler weisen vielfache
Formen auf, um gute Elastizität und großen Hub zu erreichen. Die Herstellung der Form
(Bild 5) für eine Wellmembran (der Membranquerschnitt ist im Bild 4 unten zu sehen) ist
interessant, da das Formunterteil aus Stahl ist und das Oberteil einen Bleiabguß der
Stahlform darstellt. Hierbei ist zu beachten, daß die zum Abguß bestimmte Form vorher
mindestens auf Schmelztemperatur des Bleis erwärmt wird, um ein sauberes Ausschwemmen
aller Hohlräume zu erreichen. Die Bleiform erhält eine Stahlnabe mit eingegossenem Bund.
Nach dem Abguß muß man die Bleiform an den Stellen nachdrehen, an denen die Membran
Verstärkungen aufweisen soll (äußerer Bund, Halterung für Ausatemventil, Seitenflanken
der Wellen). |
Über den Bund wird die Kraft auf die gesamte
Formfläche verteilt. Das Zusammenpressen erfolgt durch zwei Stahlplatten, wobei die obere
Form punktförmig – über eine Kugel – belastet wird. Durch Aufstauchen der
Stahlseite wird die Form nach dem Vulkanisieren getrennt.
|
www.seveke.de/tauchen -> Basteln
--> präwendische Basteleien ---> 0-Ringe |